ABOUT US
進取 求實 嚴謹 團結
拓堅機電有限公司
今天的拓堅人奉行“進取 求實 嚴謹 團結“的方針,不斷開拓創新,以技術為核心,視質量為生命,奉用戶為上帝;誠為您提供性價比高的產品,高質量的工程設計及良好的售后服務。
查看更多
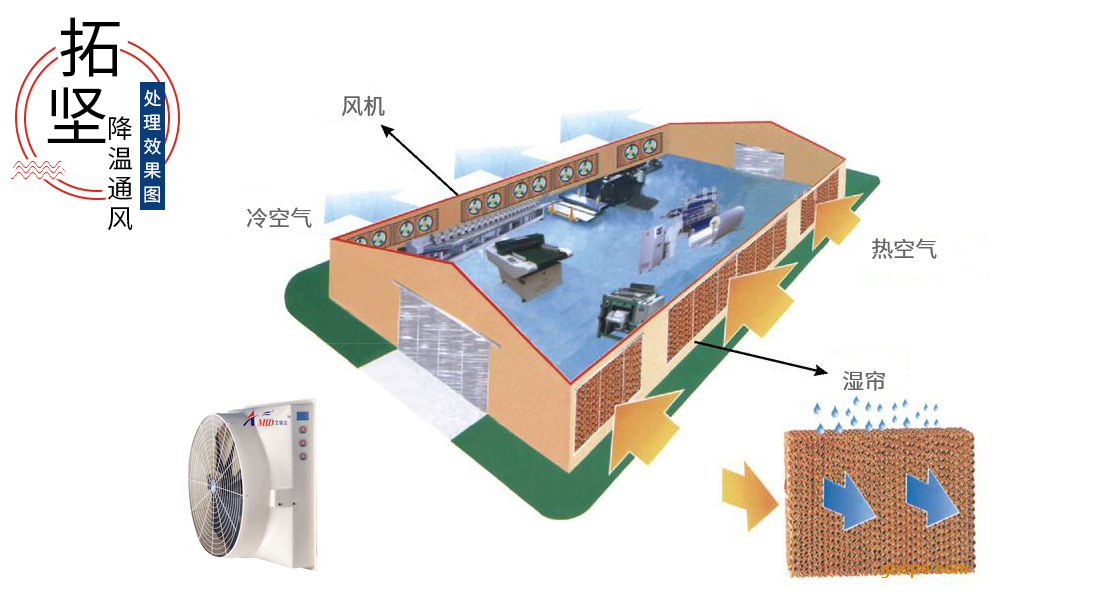
結構示意圖
? ? ? ? ? ? ? ? ? ? ? ?
公司簡介
我們的服務永遠在路上,在每一個需要我們的時刻,永無止境。
查看詳情
選擇我們的4大理由 · 我們為客戶提供顧問式服務Four reasons for choosing us.We provide advisory services to our customers
-
01實力公司為您提供專業化支持Strength Company Provides Professional Service for You
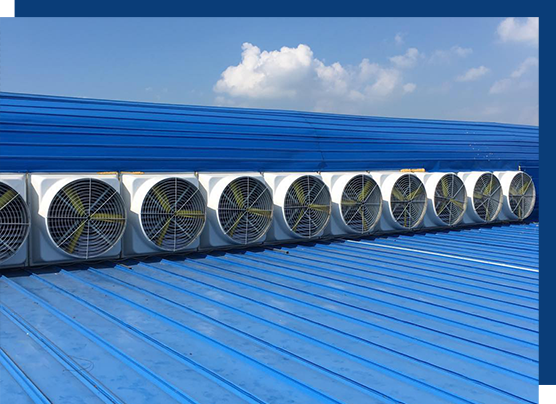
- 專業從事通風制冷設備研發、生產、銷售與一體的規模企業
? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?- 專業生產加工冷風機 綠色濕簾 玻璃鋼負壓風機 玻璃鋼屋頂風機 鍍鋅板負壓風機等
- 公司以誠信 實力和產品質量獲得業界的認可
-
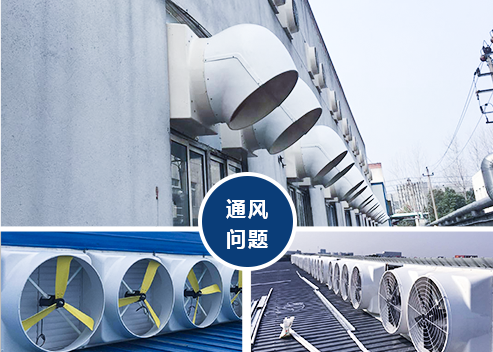
02為您解決不同領域的通風問題Solve ventilation problems in different fields for you
? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?- 供應產品/施工安裝一體化解決方案服務提供商,為你解決工廠、倉儲、車間、公共場所等不同領域的通風降溫,除味等。
- 通風承諾:凡是本公司安裝運行的產品一年內有質量問題, 為你更換全新的產品或部件。
-
03為您交付高質量工程Delivery of high quality projects for you
- 擁有豐富經驗的施工團隊,有經驗的工程師達到8年以上
- 能根據項目的實際情況,快速 制定出合理的解決方案
- 合理安排施工工期合理調配資源,為您交付滿意的工程
-
04給您售后承包制響應服務Give you after-sales contract system response service
- 提供7*24小時在線服務,第一時間為您解答相關問題。
- 提供免費上門勘察測量現場服務,找出通風問題難點,免費提供解決方案和建議。
? ? ? ? ? ? ? ? ? ? ? ? ? ?
拓堅機電實力見證
不斷開拓創新,以技術為核心,視質量為生命,奉用戶為上帝

招商代理
拓堅機電有限公司是一家專業從事通風制冷設備研發 生產 銷售與一體的規模企業,嘉興秀洲區王江涇老07省道收費站向北1公里,地理位置優越,交通便捷。

工程案例
質量為本,優質高效,持續改進,顧客滿意,不斷調研,學習提高我們的進取精神,持續改進,創優高效。

施工流程
500welcome官方入口我們發揚團結進取的作風,敢于挑戰,勇于創新,讓我們的企業更加輝煌。
500welcome官方入口工廠降溫一般選擇節能環保型設備降溫效果好、性價比高、性能穩定...
-
問負壓風機適用于哪些范圍?
答1、通風降溫: 工業領域:紡織、制衣、玻璃、橡膠、印刷、玩具、電子、食品加工、洗...
-
問正負壓風機的設備特性
答1、液壓系統關鍵部件采用進口配件,安全可靠技術優良。 2、真空泵采用德國進口真空...
-
問廠房降溫:負壓屋頂軸流風機的保養方法
答? ? ?首先是負壓屋頂軸流風機葉輪的維修保養,正確的維護、保養,是負壓屋頂軸流...
聯系方式contact us
-
- 名稱:嘉興市拓堅機電有限公司
- 電話:15968381839 壽先生
- 地址:浙江省嘉興市王江涇鎮原明效豐匯控股集團內
-
- 名稱:無錫市拓堅機電有限公司
- 電話:13771051311 陳先生
- 地址:無錫市錫山區先鋒西路8號
-
- 名稱:蚌埠市拓堅機電有限公司
- 電話:13865084588 黃先生
- 地址:安徽省蚌埠市沫河口工業園金淮路拓堅機電
更多分支機構,歡迎致電查詢>>